 Viene qui descritta sinteticamente la produzione di Vetro E, ma questo processo vale assolutamente per tutti i tipi di vetro.
Viene qui descritta sinteticamente la produzione di Vetro E, ma questo processo vale assolutamente per tutti i tipi di vetro.
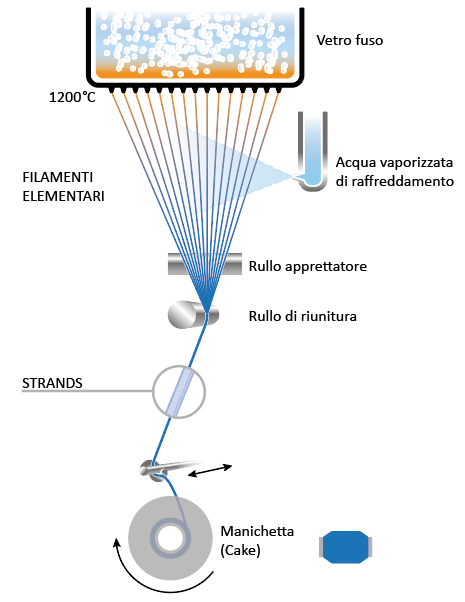
La miscela di ossidi viene caricata in un forno fusorio dove assume lo stato liquido (attorno ai 1500°C) che ne permette l’alimentazione di una filiera (in Pt-Rh) in cui il vetro fuso viene mantenuto ad una temperatura di circa 1250°C che conferisce la viscosità più adatta alla filatura. Il fondo della filiera infatti è dotato di un certo numero di ugelli (da 400 a 8000) da ognuno dei quali, tramite un aspo rotante a velocità variabile (da 2000 a 8000 giri/min), si estraggono dei filamenti elementari con diametro dell’ordine dei micron (da 4 a 31) in funzione appunto della viscosità del vetro fuso (controllata dalla temperatura in filiera) e della velocità di estrazione (controllata dalla velocità dell’aspo). La stabilità di questi parametri è essenziale per garantire un diametro costante dei filamenti.
Questi filamenti, già sensibilmente raffreddati con acqua vaporizzata, vengono incapsulati con un appretto opportunamente formulato (“sizing”) che assolve a due funzioni essenziali: anzitutto protegge l’integrità del filamento dall’abrasione (causata dalle successive lavorazioni), e in secondo luogo predispone anche il miglior aggancio vetro-matrice, grazie alla presenza di un agente di pontaggio (normalmente della famiglia dei silani) specifico per ogni tipo di matrice.
A questo punto, i fili elementari apprettati, provenienti da una filiera, sono raccolti in uno o più fasci, dando luogo alla fibra primaria detta “strand” la cui dimensione viene identificata dal titolo in TEX (grammi per km di fibra).
Lo strand viene quindi definito sia dal diametro del singolo filamento (micron) che dal titolo (tex). Lo strand viene poi avvolto in una bobina ancora umida (detta “cake”o manichetta) che passa ad una fase di essicamento prima di essere utilizzata.
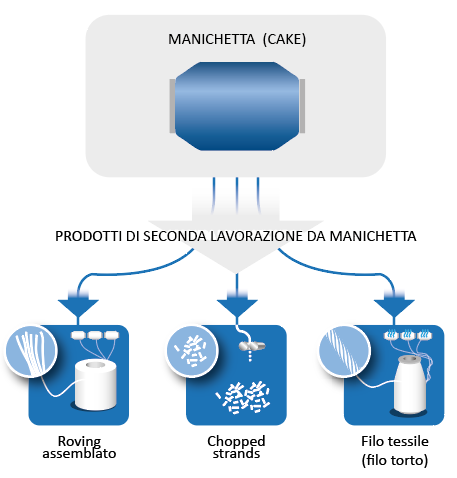
I PRODOTTI DI BASE OTTENUTI DA CAKE
Dalla manichetta (parzialmente essicata in forni ad aria o ad alta frequenza). tramite opportune seconde lavorazioni, si possono ottenere tre forme di fibra, pronte all’uso per varie tecnologie di stampaggio oppure per realizzare altre forme di fibra (prodotti derivati).
– Roving Assemblati / Multi ends roving
– Filati Tessili / Yarns
– Fibre tagliate / Chopped strands
I PRODOTTI OTTENUTI DIRETTAMENTE DA FILIERA
In qualche caso è possibile abbreviare questo ciclo produttivo standard evitando le seconde lavorazioni da manichetta, con considerevole vantaggio economico ma spesso anche con migliori performances dei rinforzi ottenuti.

Abbiamo così le seguenti famiglie di prodotti:
– Roving diretto
– Chopped strands diretto
– Mat continuo
I PRODOTTI DERIVATI DA SECONDE LAVORAZIONI
Partendo dai prodotti ottenuti direttamente o indirettamente dalla filiera, si possono creare (tramite opportune seconde lavorazioni) altre forme di rinforzi in grado di rispondere a particolari metodi di stampaggio.
– Mat tagliato / Chopped mat strands
– Veli di vetro
– Fibre macinate / Milled fibres
– Tessuti /Fabrics
– Stuoie/woven roving
– Accoppiati/Combo
– Tessuti multiassiali
– Filati e tessuti voluminizzati